DOLAR
32,60
%0.33
EURO
35,01
%0.10
ALTIN
2.451,08
%0.61
BİST100
9.779
%0.64
BITCOIN
64.649
%0.53
ETHEREUM
3.137
%-0.21
Adana
Adıyaman
Afyonkarahisar
Ağrı
Aksaray
Amasya
Ankara
Antalya
Ardahan
Artvin
Aydın
Balıkesir
Bartın
Batman
Bayburt
Bilecik
Bingöl
Bitlis
Bolu
Burdur
Bursa
Çanakkale
Çankırı
Çorum
Denizli
Diyarbakır
Düzce
Edirne
Elazığ
Erzincan
Erzurum
Eskişehir
Gaziantep
Giresun
Gümüşhane
Hakkâri
Hatay
Iğdır
Isparta
İstanbul
İzmir
Kahramanmaraş
Karabük
Karaman
Kars
Kastamonu
Kayseri
Kilis
Kırıkkale
Kırklareli
Kırşehir
Kocaeli
Konya
Kütahya
Malatya
Manisa
Mardin
Mersin
Muğla
Muş
Nevşehir
Niğde
Ordu
Osmaniye
Rize
Sakarya
Samsun
Şanlıurfa
Siirt
Sinop
Sivas
Şırnak
Tekirdağ
Tokat
Trabzon
Tunceli
Uşak
Van
Yalova
Yozgat
Zonguldak
17
°
C
Dünya
Eğitim
Ekonomi
Gündem
Siyaset
Spor
Yaşam
İletişim
Nöbetçi Eczaneler
Hava Durumu
Namaz Vakitleri
Trafik Durumu
Puan Durumu
Tüm Manşetler
Son Dakika Haberleri
Dünya
Eğitim
Ekonomi
Gündem
Siyaset
Spor
Yaşam
İletişim
Dünya
Eğitim
Ekonomi
Gündem
Siyaset
Spor
Yaşam
İletişim
Realist Haber
Yaşam
Zaman Yönetimi Nedir?
Dini Konular
Şeb-i Arus Nedir?
Diziler
Şahsiyet Filminin Konusu Nedir?
Sağlık
Sağlık Nedir? Nasıl Sağlıklı Olunur?
Diziler
Netflix İndirimi Nasıl Alınır?
Siyaset
Nasıl Kaymakam ve Vali Olunur?
Yaşam
Masumiyet Karinesi Nedir? Masumiyet Karinesi Neden Ortaya Çıkmıştır?
Sağlık
Kepek Neden Olur? Kepek Oluşumunu Etkileyen Etkenler Nelerdir?
Yaşam
İmplant Diş Tedavisinde Doktor Seçerken Dikkat Edilmesi Gerekenler
Yaşam
Hamilelikte ağırlık taşıma zararlı mı?
Dini Konular
Günlük Dualar Nelerdir? Hangi Dualar Okunmalı?
Yaşam
Gündüz Makyajı Nasıl Yapılır?
Sağlık
Göz Kızarması Neden Olur?
Sağlık
Erektil Disfonksiyon Hamileliği Engeller Mi?
Sağlık
Düşük Yapma Nedenleri ve Belirtileri
Sağlık
Düşük Süt Hormonu Hamileliği Engeller Mi?
Yaşam
Dondurma Hakkında Özel Bilgiler
Magazin
Avatar 2 Suyun Yolu Vizyon Tarihi Ne Zaman ? Filminin Konusu Nedir?
Teknoloji
Android ve iOS Arasındaki Farklar Nelerdir?
T
Avatar 2 Suyun Yolu Vizyon Tarihi Ne Zaman ? Filminin Konusu Nedir?
Android ve iOS Arasındaki Farklar Nelerdir?
Adana
Adıyaman
Afyonkarahisar
Ağrı
Aksaray
Amasya
Ankara
Antalya
Ardahan
Artvin
Aydın
Balıkesir
Bartın
Batman
Bayburt
Bilecik
Bingöl
Bitlis
Bolu
Burdur
Bursa
Çanakkale
Çankırı
Çorum
Denizli
Diyarbakır
Düzce
Edirne
Elazığ
Erzincan
Erzurum
Eskişehir
Gaziantep
Giresun
Gümüşhane
Hakkâri
Hatay
Iğdır
Isparta
İstanbul
İzmir
Kahramanmaraş
Karabük
Karaman
Kars
Kastamonu
Kayseri
Kilis
Kırıkkale
Kırklareli
Kırşehir
Kocaeli
Konya
Kütahya
Malatya
Manisa
Mardin
Mersin
Muğla
Muş
Nevşehir
Niğde
Ordu
Osmaniye
Rize
Sakarya
Samsun
Şanlıurfa
Siirt
Sinop
Sivas
Şırnak
Tekirdağ
Tokat
Trabzon
Tunceli
Uşak
Van
Yalova
Yozgat
Zonguldak
17
°
C
32,60
%
0.33
35,01
%
0.10
2.451,08
%
0.61
9.779
%
0.64
64.649
%
0.53
3.137
%
-0.21
Türkiyenin Kurban Plarformu Kurban Pazarı
BİM 2 Şubat aktüel ürün kataloğu! DEV İNDİRİMLER
Survivor'da akıl almaz Pota! Survivor 25 Ocak kim elendi?
Emeklilere müjde maaş farkı tarihi belli oldu!
Robert Winston Biyografi
ODTÜ Danışman Nasıl Öğrenilir?
Güneş patlamasıyla oluşan jeomanyetik fırtınanın radyo sinyallerini geçici devre dışı bırakabileceği uyarısında bulundu
Türkiyenin Kurban Plarformu Kurban Pazarı
Türkiyenin Kurban Plarformu Kurban Pazarı
Zoom Nedir?, Nasıl Çalışır?, Özellikleri, Avantajları
KOBİ Nedir?, Tanımı ve Kategorileri, Ekonomik Rolü
Hisse Senedi Nedir? Nasıl alınır satılır?, Türleri Nelerdir?
Yaşam
Zaman Yönetimi Nedir?
Dini Konular
Şeb-i Arus Nedir?
Diziler
Şahsiyet Filminin Konusu Nedir?
Sağlık
Sağlık Nedir? Nasıl Sağlıklı Olunur?
Diziler
Netflix İndirimi Nasıl Alınır?
Siyaset
Nasıl Kaymakam ve Vali Olunur?
Yaşam
Masumiyet Karinesi Nedir? Masumiyet Karinesi Neden Ortaya Çıkmıştır?
Sağlık
Kepek Neden Olur? Kepek Oluşumunu Etkileyen Etkenler Nelerdir?
Yaşam
İmplant Diş Tedavisinde Doktor Seçerken Dikkat Edilmesi Gerekenler
Yaşam
Hamilelikte ağırlık taşıma zararlı mı?
Dini Konular
Günlük Dualar Nelerdir? Hangi Dualar Okunmalı?
Yaşam
Gündüz Makyajı Nasıl Yapılır?
Sağlık
Göz Kızarması Neden Olur?
Sağlık
Erektil Disfonksiyon Hamileliği Engeller Mi?
Sağlık
Düşük Yapma Nedenleri ve Belirtileri
Sağlık
Düşük Süt Hormonu Hamileliği Engeller Mi?
Yaşam
Dondurma Hakkında Özel Bilgiler
Magazin
Avatar 2 Suyun Yolu Vizyon Tarihi Ne Zaman ? Filminin Konusu Nedir?
Teknoloji
Android ve iOS Arasındaki Farklar Nelerdir?
T
Avatar 2 Suyun Yolu Vizyon Tarihi Ne Zaman ? Filminin Konusu Nedir?
Android ve iOS Arasındaki Farklar Nelerdir?
Genel
Güneş patlamasıyla oluşan jeomanyetik fırtınanın radyo sinyallerini geçici devre dışı bırakabileceği uyarısında bulundu
Asayiş
Antalya’da bina altındaki pastanenin deposu alev alev yandı
Muğla
Başkan Aras: "Bu bitki örtüsü çalı, çırpı değil, Hipokrat’ın şifa otlarıdır"
Çevre
Karda minibüs rampada mahsur kaldı
Çevre
Van’da mahalle yoluna çığ düştü
Haberde insan
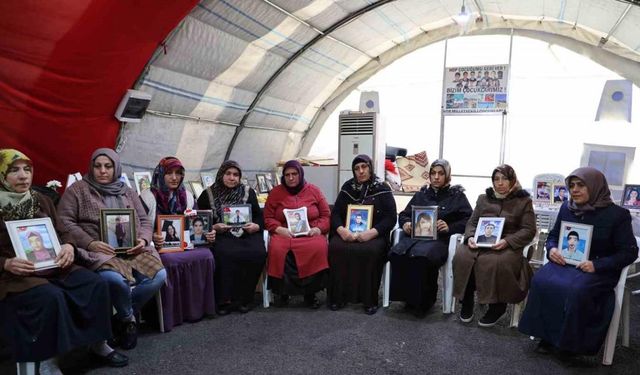
Diyarbakır anneleri Ramazan ayına evlatlarının yolunu gözleyerek giriyor
Anasayfa
Kategoriler
Foto Galeri
Video
Yazarlar
Röportaj
Biyografi
Anketler
Künye
İletişim
Servisler
Nöbetçi Eczaneler
Hava Durumu
Namaz Vakitleri
Trafik Durumu
Puan Durumu
Tüm Manşetler
Son Dakika Haberleri
Haber Arşivi